
Ang mga bitak sa amag ay isang karaniwang hamon sa precision manufacturing. Mula sa injection molding hanggang sa die-casting, kahit ang maliliit na bitak sa ibabaw ay maaaring humantong sa mga depekto ng produkto, mga pagkaantala sa operasyon, at pagtaas ng mga gastos sa pagpapanatili. Ang mga tradisyunal na pamamaraan ng pagkukumpuni, tulad ng TIG welding o brazing, ay kadalasang nagdudulot ng labis na init, na nagdudulot ng deformation, residual stress, at matagal na downtime.Mga makinang panghinang ng laser para sa amagnag-aalok ng solusyon, na nagbibigay ng mga tumpak na pagkukumpuni na nagpapanumbalik ng integridad ng amag nang hindi nakompromiso ang heometriya nito.
Tinatalakay ng artikulong ito kung paano inaayos ng mga mold laser welding machine ang mga bitak nang hindi nagdudulot ng deformasyon, kung bakit nakahihigit ang teknolohiyang ito kaysa sa mga kumbensyonal na pamamaraan, at ang mga teknikal na prinsipyo na nagsisiguro ng katumpakan ng pagkukumpuni.
Pag-unawa sa Hamon: Bakit Mahirap Ayusin ang mga Bitak
Ang mga materyales sa molde, kabilang ang mga tool steel tulad ng H13, P20, NAK80, o S136, ay ginawa para sa katigasan at resistensya sa pagkasira. Kapag may nabuong bitak, ang pagkukumpuni nito ay nangangailangan ng pagbabalanse ng tatlong kritikal na salik:
- Kinokontrol na pagpasok ng init– Ang sobrang init ay maaaring maging sanhi ng paglaki at pagbaluktot ng nakapalibot na metal.
- Pagbabawas ng sonang apektado ng init (HAZ)– Maaaring palambutin ng malalaking HAZ ang mga katabing lugar at humantong sa kawalang-tatag ng istruktura.
- Pagpapanatili ng mga tumpak na tolerance– Maraming hulmahan ang may mga kumplikadong hugis na may makikipot na sukat; kahit ang bahagyang deformasyon ay maaaring makaapekto sa kalidad ng bahagi.
Kadalasang nabibigo ang tradisyonal na hinang na matugunan ang mga kinakailangang ito. Ang malawak na distribusyon ng init, mataas na paggamit ng filler material, at mabagal na paglamig ay nagdudulot ng mga distortion at stress concentrations. Ang post-weld machining o polishing ay maaaring lalong magpabago sa mga sukat, kung minsan ay nagiging sanhi ng hindi magamit na molde.
Nalalampasan ng mga mold laser welding machine ang mga hamong ito sa pamamagitan ng pagkontrol sa init at pagdedeposito ng materyal nang may walang kapantay na katumpakan.
Nakatuon na Enerhiya para sa mga Pagkukumpuni ng Precision
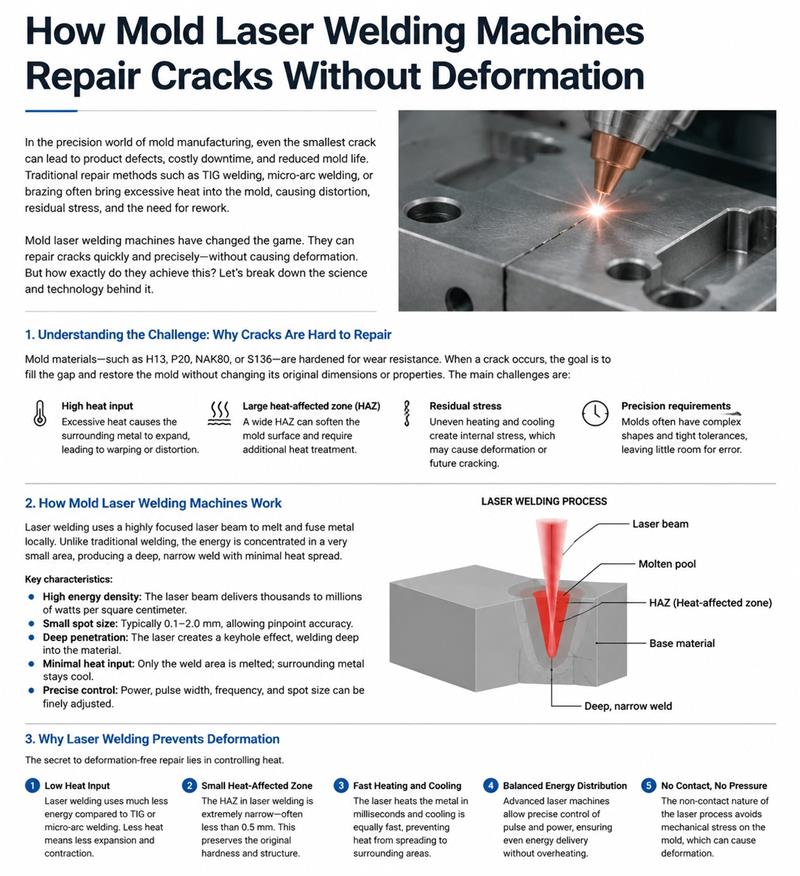
Ang pangunahing dahilan kung bakit pinipigilan ng laser welding ang deformation aynakatuong paghahatid ng enerhiyaHindi tulad ng arc welding, na namamahagi ng init sa isang malawak na lugar, ang laser welding ay nagko-concentrate ng libu-libo hanggang milyun-milyong watts bawat sentimetro kuwadrado sa isang maliit na lugar. Ang makitid na sinag na ito ay:
- Tumatagos nang malalim sa bitak nang hindi pinapainit ang mga nakapalibot na bahagi.
- Lumilikha ng malalim at makitid na hinang na ganap na pinagsasama ang materyal habang pinapanatili ang orihinal na hugis ng hulmahan.
- Nililimitahan ang sonang apektado ng init, kadalasang mas mababa sa 0.5 mm, pinapanatili ang katigasan at katatagan ng dimensyon.
Sa pamamagitan ng pagkontrol sa konsentrasyon ng enerhiya, pinapayagan ng laser welding ang mga operator na ayusin lamang ang nasirang bahagi, na pumipigil sa thermal expansion o contraction na kumalat lampas sa bitak.
Patong-patong na Deposisyon ng Tagapuno
Gumagamit ang mga makinang panghinang ng laser ng hulma ng tumpak,patong-patong na pagdeposito ng tagapunoSa halip na punuin ang bitak ng sobrang materyal, unti-unting pinapabilis ng makina ang pagkukumpuni:
- Ang maliliit na dami ng katugmang filler metal ay inilalapat nang patong-patong.
- Ang bawat patong ay tinutunaw at pinagsasama gamit ang laser beam, na bumubuo ng isang homogenous na istraktura.
- Nagpapatuloy ang proseso hanggang sa ganap na mapuno ang bitak, pinapanatili ang pagkakahanay nito sa orihinal na heometriya ng hulmahan.
Ang kontroladong pamamaraang ito ay nakakaiwas sa labis na pagpuno, nakakabawas sa pangangailangang gilingin o pakinisin, at tinitiyak na ang naayos na hulmahan ay nananatili sa orihinal nitong mga tolerance.
Mabilis na Pag-init at Paglamig
Ang isa pang mahalagang salik na pumipigil sa deformasyon ay angmabilis na siklo ng pag-init at paglamigng laser welding. Pinapainit ng naka-focus na laser ang bahagi ng bitak sa loob ng ilang millisecond, na lumilikha ng tunaw na pool kung kinakailangan lamang. Halos kaagad, lumalamig at tumigas ang materyal, na pumipigil sa pagkalat ng thermal stress sa mga katabing rehiyon.
Sa tradisyonal na hinang, ang mas mabagal na bilis ng pag-init at paglamig ay kadalasang nagdudulot ng hindi pantay na pag-urong, na nagdudulot ng stress at distortion. Binabawasan ng laser welding ang mga epektong ito, na nagpapahintulot sa mga molde na mapanatili ang integridad ng istruktura at tumpak na geometry ng ibabaw pagkatapos ng pagkukumpuni.
Gabay sa Awtomasyon at CNC para sa Katumpakan
Ang mga modernong makinang panghinang ng laser para sa hulma ay kadalasang isinasamaGabay ng CNC, mga braso ng robot, at mga sistema ng paninginIto ay nagpapahintulot sa:
- Tumpak na pagsunod sa mga eskematiko ng digital na molde.
- Pare-parehong pagkakalagay ng hinang, kahit sa mga kumplikadong heometriya.
- Pag-iwas sa mga pagkakamali ng tao na maaaring magpabago sa pagkakahanay o magdulot ng labis na init.
Para sa mga hulmahan na may masalimuot na mga tampok, tinitiyak ng automation na ang mga pagkukumpuni ay inilalapat nang eksakto kung saan kinakailangan, pinapanatili ang orihinal na paggana ng hulmahan at binabawasan ang panganib ng deformasyon.
Walang Kontak, Minimal na Mekanikal na Stress
Ang laser welding ay isangprosesong walang kontak, ibig sabihin ay walang mekanikal na presyon na inilalapat sa molde habang inaayos. Ang mga tradisyonal na pamamaraan ng hinang, lalo na ang mekanikal o mga pamamaraan ng pag-clamping, ay maaaring magdulot ng karagdagang stress na nagpapabago sa hugis ng molde. Ang non-contact na katangian ng laser welding ay nag-aalis ng panganib na ito, na pinapanatili ang integridad ng istruktura ng molde habang pinapayagan ang mga pagkukumpuni sa mga sensitibo o mataas na katumpakan na lugar.
Pagpapasimple ng Post-Processing
Dahil ang laser welding ay nakakagawa ng makinis at pantay na mga patong na may kaunting distorsyon, ang post-processing ay kadalasang minimal. Binabawasan nito ang pangangailangan para sa paggiling, pagpapakintab, o karagdagang machining, na maaaring magbago sa mga sukat ng molde o magdulot ng mga iregularidad sa ibabaw. Nakikinabang ang mga tagagawa mula sa mas mabilis na turnaround, pinahusay na kalidad ng produkto, at nabawasang gastos sa paggawa.
Konklusyon
Mga makinang panghinang ng laser para sa amagNagbibigay ng solusyong may mataas na katumpakan para sa pagkukumpuni ng mga bitak nang walang deformasyon. Sa pamamagitan ng pagsasama-sama ng nakatutok na enerhiya, kontroladong pagdedeposito ng filler, mabilis na pag-init at paglamig, CNC-guided automation, at non-contact processing, napapanatili ng mga makinang ito ang geometry at integridad ng molde habang ibinabalik ang buong functionality.
Para sa mga tagagawa na nakikitungo sa mga high-precision molde, ang laser welding ay hindi lamang nakakabawas ng downtime at mga gastos sa pagkukumpuni kundi nagpapahaba rin ng buhay ng molde at tinitiyak ang pare-parehong kalidad ng produksyon. Ang paggamit ng teknolohiyang ito ay nagbibigay-daan sa mga tindahan na mapanatili ang mahigpit na tolerance, mabawasan ang pag-aaksaya ng materyal, at mapabuti ang pangkalahatang kahusayan—isang malinaw na bentahe kumpara sa mga tradisyonal na pamamaraan ng hinang.
Sa mapagkumpitensyang kapaligiran sa pagmamanupaktura ngayon, ang kakayahang mabilis, tumpak, at walang deformasyon sa pagkukumpuni ng mga hulmahan ay maaaring maging dahilan ng pagkamit ng mga layunin sa produksyon at pagharap sa mga magastos na pagkaantala. Ang mga makinang pangwelding ng mold laser ay naghahatid ng kakayahang ito, na ginagawa silang kailangang-kailangan na mga kagamitan para sa modernong pagpapanatili ng hulmahan.
Oras ng pag-post: Mayo-06-2026
